版权所有 文安县耀康装饰材料厂 备案号:冀ICP备2021021552号-1
Powered by 冀翔网络
联系电话:13831661898 联系手机:0316-5316795 E-MAIL: 邮政编码:065800 公司地址:河北省廊坊市文安县新镇工业区
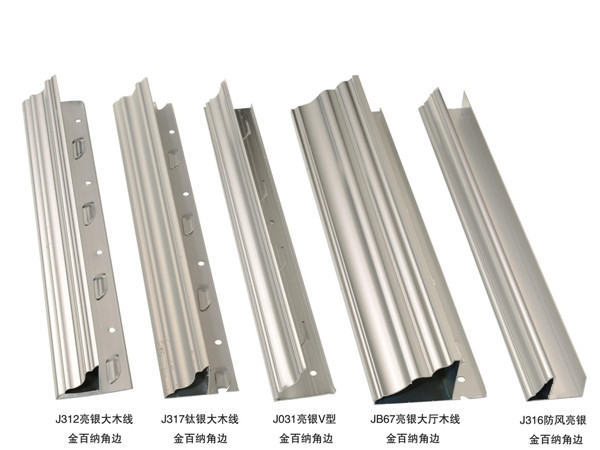
文安县耀康装饰材料厂制造与销售铝边角 百度统计
一、原材料质量控制
铝边角产品的质量首先取决于原材料的品质。铝边角厂家应从以下几个方面严格把控原材料质量:
铝材牌号选择:根据产品用途选择适合的铝合金牌号,如6063、6061等建筑常用铝合金。不同牌号的机械性能、耐腐蚀性各不相同,必须确保选材符合产品设计要求。
铝锭成分检测:通过光谱分析仪检测铝锭的化学成分,铝边角厂家确保各元素含量在标准范围内。特别是硅(Si)、镁(Mg)、铜(Cu)等主要合金元素的含量必须控制。
表面质量检查:原材料表面应平整光滑,无裂纹、气泡、夹渣等缺陷。厚度均匀性偏差应控制在±0.05mm以内。
力学性能测试:对来料进行拉伸试验,检测抗拉强度、屈服强度、延伸率等指标,铝边角厂家确保符合相关国家标准或行业标准。
二、生产工艺控制
生产过程中的工艺参数控制直接影响产品质量:
挤压工艺控制:
挤压温度控制在460-520℃范围内
挤压速度根据型材截面复杂度调整,铝边角厂家一般控制在5-15m/min
模具温度保持在450-480℃
出料口采用在线淬火,水温控制在20-30℃
表面处理工艺:
阳极氧化膜厚应达到AA15级以上(膜厚≥15μm)
电泳涂装膜厚控制在12-25μm
粉末喷涂膜厚控制在60-120μm
氟碳喷涂膜厚≥30μm
尺寸精度控制:
使用三坐标测量仪定期检测产品尺寸
角度偏差控制在±1°以内
直线度偏差≤0.3mm/m
截面尺寸公差控制在±0.1mm以内
三、成品检验标准
成品出厂前需进行全面的质量检验:
外观检验:
表面应平整光滑,无划痕、凹陷、气泡等缺陷
颜色均匀一致,无色差(ΔE≤1.5)
转角处过渡自然,无毛刺、锐边
尺寸检验:
使用卡尺、千分尺等工具测量关键尺寸
长度公差控制在±0.5mm/m
壁厚偏差不超过标称值的±10%
性能测试:
硬度测试:韦氏硬度应达到8HW以上
耐腐蚀测试:通过500小时盐雾试验无腐蚀
附着力测试:涂层附着力达到0级或1级
耐候性测试:经过1000小时QUV老化试验后ΔE≤3
包装检验:
包装材料应具有防潮、防震功能
产品间应有隔离保护,铝边角厂家防止运输中相互摩擦
包装标识清晰完整,包括产品规格、数量、生产日期等信息
四、质量管理体系
建立完善的质量管理体系是确保产品质量稳定的关键:
ISO9001认证:通过国际质量管理体系认证,规范生产流程。
过程控制点设置:在原材料入库、生产过程、成品出库等关键环节设立质量控制点。
质量追溯系统:建立产品唯一标识,实现从原材料到成品的全程追溯。
定期审核:内部质量审核每季度一次,第三方审核每年一次。
持续改进:建立质量数据分析系统,铝边角厂家持续改进生产工艺和质量标准。
五、常见质量问题及解决方案
表面划伤:
原因:生产或搬运过程中机械损伤
解决方案:优化工艺流程,增加防护措施
尺寸偏差:
原因:模具磨损或工艺参数不当
解决方案:铝边角厂家定期检修模具,调整工艺参数
涂层脱落:
原因:前处理不彻底或固化不足
解决方案:加强前处理工序,严格控制固化温度和时间
色差问题:
原因:原料批次不同或工艺波动
解决方案:严格管控原料批次,稳定生产工艺
六、客户验收标准
铝边角产品质量应以客户验收标准为准,铝边角厂家应与客户明确以下验收指标:
外观接受标准(AQL值)
尺寸公差范围
性能测试方法和标准
包装运输要求
验收抽样方案
通过以上六个方面的全面质量控制,铝边角厂家可以确保产品质量达标,满足客户需求,提升市场竞争力。同时,铝边角厂家应不断跟踪行业技术发展,更新设备和工艺,持续提高产品质量水平。
温馨提示:本网部分文章和信息来源于互联网,本网转载出于传递更多信息和学习之目的,并不意味着赞同其观点或证实其内容的真实性。对于文章的内容如有疑议,请及时与我们联系进行删除。
版权所有 文安县耀康装饰材料厂 备案号:冀ICP备2021021552号-1
Powered by 冀翔网络
联系电话:13831661898 联系手机:0316-5316795 E-MAIL: 邮政编码:065800 公司地址:河北省廊坊市文安县新镇工业区
文安县耀康装饰材料厂制造与销售铝边角 百度统计